A primeira central de biogás da Europa baseada em reactores contentores já foi implementada no âmbito do projecto de clusters de inovação, financiado no âmbito do Programa Operacional “Inovações e Competitividade” (OPIK), informa a Associação “Cluster Green Synergy”. Está localizado na aldeia de Dimitrievo, município de Chirpan. A sua construção é resultado da união de esforços e parceria entre a ZP “Maria Stepancheva”, a empresa energética MJ Energy e a Associação “Cluster Green Synergy”. Este é um exemplo típico de cooperação intersectorial – um produtor agrícola, uma PME e uma organização inovadora sem fins lucrativos, informa a Associação “Cluster Green Synergy”. A tecnologia é descrita detalhadamente num artigo científico da autoria do Eng. Petar Kisiov e Eng. Stoyan Dimitrov.
Instalação híbrida com princípio modular
A instalação utiliza os resíduos disponíveis nos dois estábulos de búfalos existentes. Os produtos finais são eletricidade, calor e biofertilizante descontaminado de alta qualidade. Está prevista a absorção de 12 toneladas de esterco de vaca por dia, resíduos de palha de animais e resíduos de alimentos espalhados na alimentação dos animais.
A instalação híbrida é implementada de forma modular. Para o tratamento dos resíduos da fermentação, foram entregues à fazenda 4 fermentadores em bloco (reatores) – contêineres modulares herméticos com volume útil de 60 m³ cada. O volume disponível permite o processamento de até 3 toneladas por dia de matéria-prima de cada reator. Na etapa inicial, foram implantadas 4 unidades de fermentadores em bloco, por meio das quais são processadas até 12 toneladas por dia de resíduos de produtos animais disponíveis, contendo até 1 tonelada de material seco adquirido da cama dos estábulos. Desta forma, é garantido um processamento completo dos resíduos existentes na exploração em biogás. O local realizado e a instalação concluída permitem a sua ampliação com mais 2 fermentadores em bloco.
A retirada das quantidades diárias de estrume fresco dos estábulos é efectuada através dos caminhos de estrume existentes, sendo o substrato escoado directamente para um tanque fechado de duas câmaras totalmente enterrado no solo com um volume de trabalho de 72 m³. Esta forma de organização evita a poluição existente do ar atmosférico pela secagem da massa de estrume no ar exterior, incl. a libertação de metano, que é a prática existente até agora.
Produção contínua de biogás
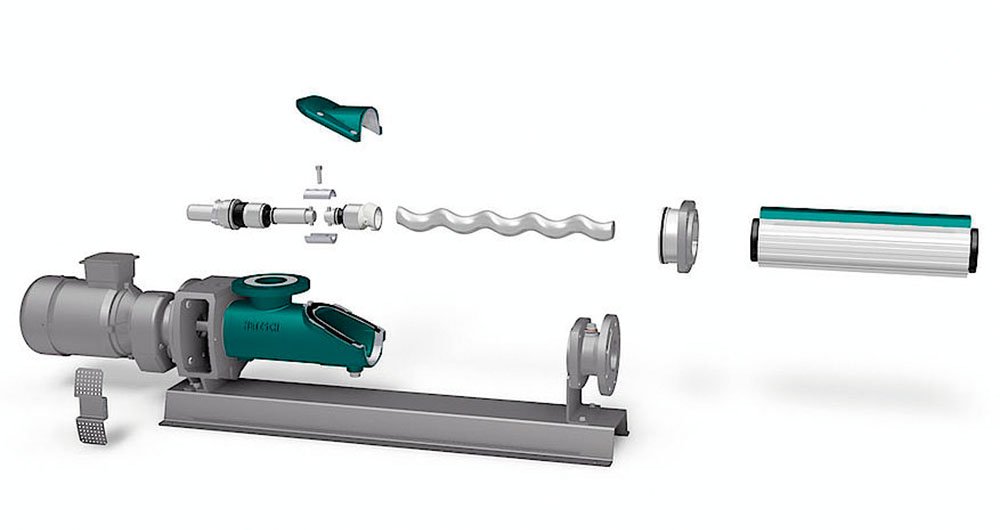
Para as necessidades de processamento das matérias-primas que chegam ao tanque, foi implementado um grupo de cavitação, composto por uma fresa rotativa, uma bomba helicoidal e um cavitador, que tritura finamente o material em nível molecular. O sistema especialmente projetado para triturar a matéria-prima em nível molecular leva a um aumento na produtividade do biogás entre 15% e 20% como resultado de uma melhor absorção.
A massa misturada e cavitada resultante é dosada e carregada nos blocos-fermentadores hermeticamente fechados, onde permanece cerca de 20 dias sob determinadas condições de temperatura. O tempo para a digestão completa da mistura é de cerca de 20 dias, dependendo a duração tanto da temperatura como do grau de mistura nas duas zonas do reactor. Uma vez iniciado, o processo de produção de biogás permanece contínuo.
Durante a estadia, o substrato é processado pelas bactérias anaeróbias – processo em que é produzido biogás e em que a matéria-prima é desodorizada e desparasitada e transformada num biofertilizante de qualidade. Neste processo de produção de biogás, os compostos orgânicos decomponíveis contidos no substrato recebido são totalmente utilizados. O biogás liberado entra em cilindros locais com capacidade de 10 m³ instalados em cada reator.
O biogás resultante, contendo cerca de 52-55% de metano, é purificado por meio do grupo filtro-desidratador, no qual é parcialmente resfriado, a umidade recebida na forma de vapor d’água é separada e o sulfeto de hidrogênio contido é neutralizado. Posteriormente, o gás purificado entra em um cilindro de biogás com volume de 500 m³ (armazenamento de gás). Este armazenamento de gás foi concebido para recolher até 125% da quantidade produzida diariamente, permitindo uma produção de eletricidade mais tangível nos horários de pico. Posteriormente, o biogás produzido é fornecido à unidade cogeradora implementada com capacidade de 100 kVe. A eletricidade produzida é alimentada num quadro elétrico principal para venda a uma rede de baixa tensão. Parte do calor é utilizada para aquecimento e subaquecimento da biomassa recebida, e outra parte do calor permanece livre para utilização para outros fins. O biofertilizante úmido, deparasitário e desodorizado obtido ao final do processo passa por um filtro-prensa especialmente projetado e é posteriormente espalhado para secar ainda mais o local de concreto adjacente, após o que está pronto para uso – fertilização. A previsão é que o biofertilizante seja utilizado para fertilizar as terras que fornecem alimento aos búfalos da fazenda do agricultor.
As vantagens
A tecnologia de biogás implementada é definida como isenta de resíduos e, segundo os autores do artigo científico, conduz aos seguintes benefícios ambientais:
- Não infiltração de líquidos nas águas subterrâneas devido ao contacto direto do solo com o estrume;
- Redução de fontes de amônia provenientes da atividade agrícola;
- Melhorar a qualidade do ar através da redução da formação de óxido nitroso, prejudicial à camada de ozônio devido ao seu potencial destrutivo;
- CO positivo2 equilíbrio – muito mais CO é evitado2 emissões do que as liberadas na queima do biogás.
“A investigação dá-nos a oportunidade de acreditar que tais instalações podem ser aplicadas com sucesso para a utilização de outros resíduos – provenientes de explorações suinícolas, avícolas, matadouros, bem como de produtos alimentares provenientes de estabelecimentos de restauração pública e daqueles com prazo de validade vencido, que deverão ser destruídos por incineração”, acrescentou o Eng. Petar Kisiv e Eng. Stoyan Dimitrov.